Sorry I havent posted for a while but Ive been keeping a journal to assist me when I build the next one. Situation at the moment is that
1) 4 jaw chuck still broken and replacement should arrive any time now.
2) replacement bearing cap castings arrived from Stuarts.
3) copper pipe, 5BA studding and a 1 cube of gunmetal are on the way from Blackgates but thats a month ago.
4) Christmas pressies of money means Ive got enough to get a cheap 3 axis DRO setup. As soon as Ausee tools opens up on the eighth Ill get my order in plus a slitting saw and arbor.
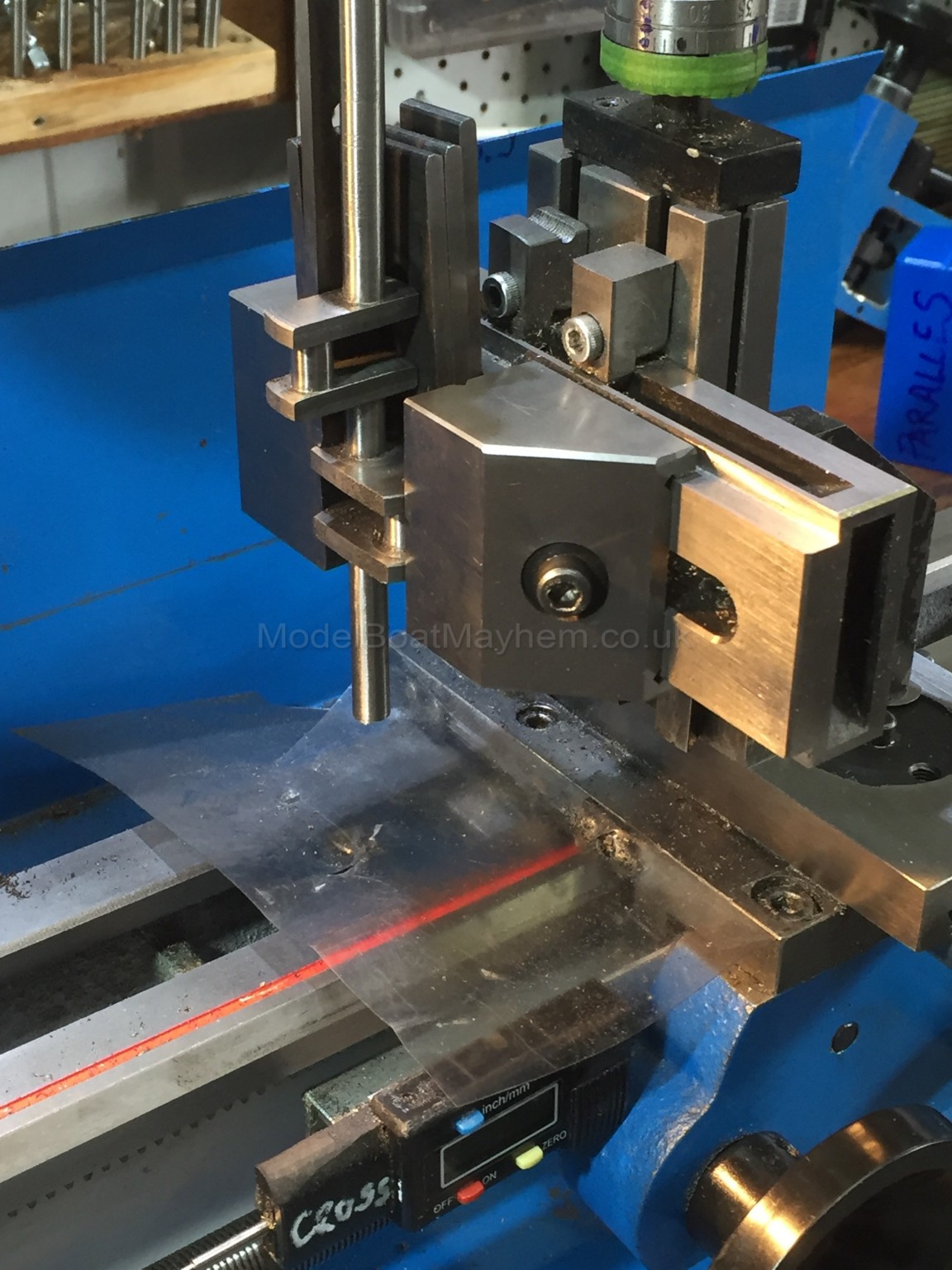
However Ive not been idle. In day 38 I started on the conrods. I marked out the centres top and bottom. Next I set up in the vertical slide and drilled 2 7BA clearance holes with 9/16 centres in the big ends for the end caps. Then I jury rigged the broken 4 jaw chuck to hold a big end and marked a centre on top of the little end and using a live centre in the tail stock was ready to turn the rod tapers.
I calculated the angle to set on the compound slide as :-
tan-1 is 1/4-3/16/2= 1/16/2= 1/32=0.03125= 1.8°.
Set that on the compound and turned the tapers when Id finished the last one before I could remove it I was interrupted by domestic drivel and on my return, looked at the part and thought as its there now would be a good time to turn the 1/4 dia. At the top of the taper. Silly me! Should have milled 1/4 flats, not diameter. "xxxxx" if Im going to order a new one from Stuarts so I went for a repair.
Day 39.
Cut a short length of 3/8 A/F brass hex bar in half then silver soldered it back together again. Popped witness marks on each piece then drilled a 1/4 hole through the join. Next I unsoldered them and clamped them around the 1/4 top of the conrod and butting up against the gugeon bits and soldered them back on again. A bit of carving with the Dremel and thats the top of the conrods done. When I get a slitting saw and the 4 jaw Ill fish the big ends.



Day 40 I finished the top of the conrods by drilling the 1/4 diameter bottoms of the slots then using a milling cutter I completed the slots then drilled and tapped for the gudgeon bolts. Next, the the crossheads, just a matter of cleaning up the castings and drilling 3 holes in one plane and a bit of tapping. I need the 4 jaw to Finnish off the sliding faces and the boss for the end of the piston rods. Yesterdays repaired conrod soaked overnight in citric acid solution from Woolies in Erindale Centre.

Day 41 I decided to see if I could remedy the cock up when I put the 1/4 drill through for the crankshaft bearings and bed plate. I bolted no 1 and two bearing caps to and drilled a 1/4 hole through and repeated with 2 and 3. Fitted the caps loosely and put a 1/4 drill bit through by hand. It didnt look nearly as bad as I thought so mounted baseplate in milling vice, squared everything up and with bearing caps loose ran the 5/16 reamer through. Tightened down the caps and ran reamer through again. The only thing wrong is the crankshaft is 1/32 lie in the bed plate and to drop the crankshaft in needs a little relief on the sides of the bed plate. Will adjust the lengths of the column to compensate.
Day42 As Im running out of things to do and Ill have a long wait for materials to build up a crankshaft I decided to have a go at the forged crankshaft supplied. It came with big lumped on the end who I assume is to put the centres on for machining between centres. I dont have an MT3 dead centre, faceplate or lathe dog but do have an MT2 live centre. So I marked out the 3 centres on the extremities of the end lumps and put small starter centres in with a small centre drill enough to get me started. I put my biggest centre dril in the chuck ant the live centre in the corresponding hole on the other end then shuffling about as necessary drilled all six centres leaving the big centre drill permanently in the lathe chuck until everything complete. I let the pilot of the centre drill come through the other side and tapped the holes 6mm and used a 6mm cap screw and locknut as a lathe dog driven by one of the chuck jaws.
Material very difficult to get a good finish and seems to come add as dust rather than clippings. So special resharpening of lathe tools and experimenting with grinding angles I started to make progress. Theres plenty of spare metal to eventually get it right however there ar some areas with problems similar to chilling but Im not familiar with forgings.


Day43 turned my attention to the crank journals. The only possible tool available was my parting off tool which with care took the inner crank webs to size admirably 10 thou at a time. Same with the outer web faces. Turning the journals themselves was uneventful and Im happy with the results.
Day 45. Completed machining the crankshaft by milling the webs to final size. Cut off the ends.
Fitted crankshaft in bed plate and fitted caps. There is a small amount of play so skimmed a little of the bases of the caps with wet and dry paper on a glass plate until they started to nip up. Got some Brasso. Marked up rubbing surfaces with blue to indicate contact patches for filing/ scraping. Must have assembled/ disassembled 30 times but got there in the end. Its not perfik but its ok.
Removed caps and drilled and tapped 5BA for oil cups for brasso for bedding in.
With hindsight the perfect solution would have been to skim the top of the bed plate 3/64 as theres plenty of meat in the casting.
Made three brass oil cups. Reamed flywheel to 5/16. Fitted concentrate and flywheel. Not happy with supplied slotted head grubscrews. Next time its Allen headed metric grubscrews for flywheel and eccentrics. When Ive finalised the timing Ill file flats on the crai for the fasteners.

So thats me up to date. Happy New Year everyone.
Jerry C.




 Author
Topic: Jerry C starts building a Stuart Twin Launch Engine from castings. (Read 34241 times)
Author
Topic: Jerry C starts building a Stuart Twin Launch Engine from castings. (Read 34241 times)